ગેલ્વેનાઇઝિંગ પ્રોડક્શન લાઇન એ સ્ટીલ કોઇલની બંને બાજુએ ઝીંક એલોય કોટિંગના સ્તરને હોટ-ડીપ ગેલ્વેનાઇઝ કરવા માટેના સાધનોનો સંપૂર્ણ સેટ છે.તે ફિનિશિંગ મશીન, ટેન્શન લેવલિંગ મશીન, ઓઇલિંગ મશીન, શીયરિંગ મશીન, વિન્ડિંગ મશીન અને અન્ય સાધનોથી બનેલું છે.
ગેલ્વેનાઈઝ્ડ શીટની મુખ્ય પ્રક્રિયા પ્રવાહ
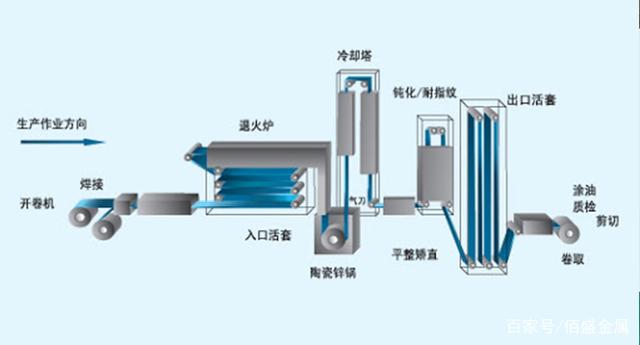
કોઇલિંગ → ડબલ અનકોઇલિંગ → કટીંગ હેડ એન્ડ ટેલ કટિંગ → વેલ્ડીંગ → આલ્કલાઇન ક્લિનિંગ → પ્રાથમિક બ્રશિંગ → ઇલેક્ટ્રોલાઇટિક ક્લિનિંગ → સેકન્ડરી બ્રશિંગ → હોટ વોટર રિન્સિંગ → હોટ એર ડ્રાયિંગ → ઇનલેટ લૂપર → સતત એનિલિંગ → હોટ-ડિપ ગેલ્વેનાઇઝિંગ (સિરામિક ઝિંક એર) નાઇફ બ્લોઇંગ (પરિચય) → → પ્લેટિંગ પછી એર કૂલિંગ → વોટર ક્વેન્ચિંગ → લેવલિંગ મશીન (આરક્ષિત) → સ્ટ્રેચ લેવલર → પેસિવેશન ટ્રીટમેન્ટ (ફિંગરપ્રિન્ટ રેઝિસ્ટન્સ માટે આરક્ષિત) → આઉટલેટ લૂપર → ઓઇલિંગ → કટિંગ → કોઇલિંગ → અનરોલિંગ → વેઇંગ → પેકિંગ
ગેલ્વેનાઇઝિંગ લાઇનના દરેક વિભાગનું કાર્ય
સફાઈ વિભાગ: સ્ટ્રીપની સપાટી પરથી કોલ્ડ રોલિંગ લુબ્રિકન્ટ અને આયર્ન પાવડર દૂર કરો.એન્ટ્રી લૂપર પહેલાં સફાઈ કરવાથી ડેન્ટ્સ અને સ્ક્રેચ્સ ટાળવા સાથે એન્ટ્રી લૂપરની અંદર સ્ટ્રીપની સ્થિર ટ્રેકિંગની સુવિધા મળે છે.
પ્રવેશ લૂપર વિભાગ: જ્યારે વેલ્ડીંગ પ્રવેશદ્વાર પર અટકે છે ત્યારે અસરકારક લંબાઈનું વર્ટિકલ લૂપર પૂરું પાડે છે, જે ઉત્પાદન લાઇનના સતત ઉત્પાદનને સક્ષમ કરે છે.
ભઠ્ઠી વિભાગ: ઊભી સતત એનિલિંગ ભઠ્ઠી, ઉલ્લેખિત એન્નીલિંગ ચક્ર સુધી પહોંચે છે.
ગેલ્વેનાઇઝિંગ વિભાગ: ગેલ્વેનાઇઝિંગ માટે સ્ટ્રીપને પીગળેલા ઝીંકના વાસણમાં ડૂબવામાં આવે છે.
પ્લેનર અને ટેન્શન લેવલર વિભાગો: સુધારેલ પ્રદર્શન.
સારવાર પછીનો વિભાગ (પેસીવેશન): સફેદ રસ્ટ અને ફિંગરપ્રિન્ટ પ્રતિરોધક ક્રોમેટ સોલ્યુશન્સ કોટિંગ માટે ભઠ્ઠી અને કૂલિંગ સાથે ટેન્ડમ ટ્વીન રોલ કોટર.
એક્ઝિટ લૂપર સેક્શન: જ્યારે એક્ઝિટ સેક્શન કાપવાનું બંધ કરે છે, ત્યારે પ્રોડક્શન લાઇનને સતત ચલાવવા માટે અસરકારક લંબાઈનું વર્ટિકલ લૂપર આપવામાં આવે છે.
પોસ્ટ સમય: ઓગસ્ટ-08-2022